钛合金模锻工艺:从坯料到两相合金的完美转变(一)
钛合金模锻工艺钛合金作为一种轻质、高强度且具有优良耐腐蚀性的材料,在航空、医疗、化工等领域有着广泛的应用。模锻工艺是钛合金加工的关键环节,其质量直接影响到产品的性能。一、坯料准备钛合金坯料在模锻前必须经过精心准备。坯料表面应经过粗加工或粗磨,以确保表面平整,无明显的缺陷和杂质。棒材通常通过车削或无心
了解详情


钛合金模锻工艺钛合金作为一种轻质、高强度且具有优良耐腐蚀性的材料,在航空、医疗、化工等领域有着广泛的应用。模锻工艺是钛合金加工的关键环节,其质量直接影响到产品的性能。一、坯料准备钛合金坯料在模锻前必须经过精心准备。坯料表面应经过粗加工或粗磨,以确保表面平整,无明显的缺陷和杂质。棒材通常通过车削或无心
了解详情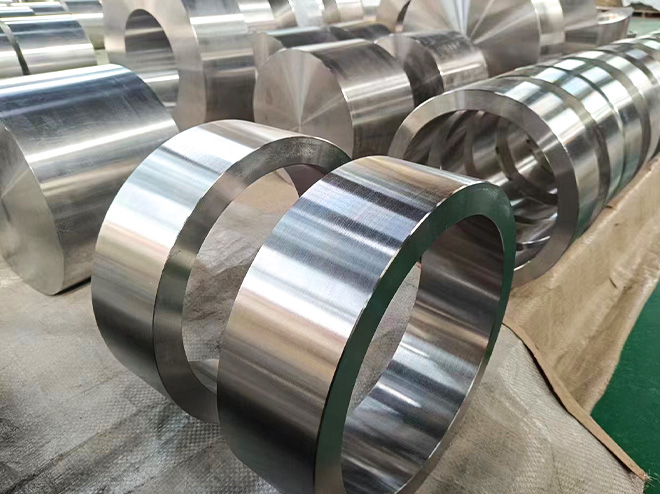
钛合金锻造有哪些工艺,钛合金是一种十分知名的合金,钛合金有着的性能与广泛的应用,在金属之中具有重要的地位。钛合金锻造是一种制造高品质钛合金制品零件的重要工艺方法。然而,钛合金的加工难度较大,尤其是锻造工艺,今天北钛钛合金锻造厂家就带大家来了解钛合金锻造有哪些工艺,一起来看看吧。1.真空锻造真空锻造是
了解详情
很多企业采购钛合金锻造产品时,不清楚钛合金锻造厂家的承接范围,常常出现需求对接不符、无法加工的情况。了解正规钛合金锻造厂家的加工品类与业务范围,能够帮助采购快速匹配需求,定制各类钛合金制品,提升合作对接效率。钛合金锻造工艺适配性广,多数工业场景用到的钛合金锻件,都可由厂家加工生产。 钛合金锻造厂家常规承接各类钛合金棒材锻件加工,这是市面需求量较大的钛合金制品品类。通过钛合金锻造工艺对钛合金原材料进行锻打成型,可加工不同直径、不同长度的棒材锻件,材质涵盖TA2等常用型号,适配机械设备、通用零部件等多数基础使用场景,满足批量采购与单件定制需求。 各类环形、异形钛合金锻件也是钛合金锻造厂家的核心加工范围。常规标准件加工难度低,多数厂家均可承接,结构特殊、造型不规则的异形锻件,通过专属钛合金锻造工艺调整参数,也能完成成型加工。这类钛合金制品多用于化工设备、船舶配件等领域,适配各类特殊工况的安装使用。 除此之外,钛合金锻造厂家还承接大型锻件、厚件、法兰锻件、轴类锻件等加工业务,覆盖绝大多数工业用钛合金制品。厂家可根据客户提供的图纸、尺寸参数,调整钛合金锻造流程,完成个性化加工生产,适配不同行业的定制需求。 采购对接时,只要是工业结构类、承重类、耐磨耐腐蚀类的钛合金零部件,基本都可以通过钛合金锻造工艺成型。选择靠谱的钛合金锻造厂家,可一站式搞定各类钛合金制品的加工生产,适配不同项目的采购需求。
了解详情
在钛合金制品生产行业中,很多采购人员容易混淆锻造和加工两种生产方式。两类制作模式产出的钛合金制品外形相似,生产流程却存在明显差别。钛合金锻造厂家常年从事金属制件生产,能够清晰区分两种制作方式,合理选用生产工艺完成定制订单,稳定产出各类钛合金锻造产品。 生产逻辑不同,是锻造与普通加工的主要差别。钛合金锻造依靠外力挤压捶打原材料,改变坯料外形结构,让材料内部组织变得紧实。普通加工一般是对成型原材料进行裁切、修型,去除多余材料,以此做出想要的零件样式。钛合金锻造厂家会根据工件使用需求,判定是否采用钛合金锻造工艺。 成品结构存在差异,适配不同使用场景。经过钛合金锻造处理的钛合金制品,材料密度均匀,结构紧实,能够适配复杂的使用环境。普通加工制作的钛合金制品,材料结构没有发生改变,整体材质保持原材料原本状态,适合常规工况使用。采购选材时,可听从钛合金锻造厂家建议,匹配合适的生产方式。 原材料损耗程度不一样。钛合金锻造属于物理施压处理,原材料去除量少,材料损耗偏低。普通加工需要切除多余材料,原材料消耗更多,生产成本会有所增加。对于大批量生产的钛合金制品,多数厂家会优先考虑钛合金锻造工艺控制损耗。 总而言之,两种生产方式各有特点。钛合金锻造厂家会结合工件规格、使用环境、采购预算制定生产方案。想要结构稳固的钛合金制品,可选用钛合金锻造工艺;普通简易零件,采用常规加工方式即可,合理选择工艺能够满足不同客户的生产采购需求
了解详情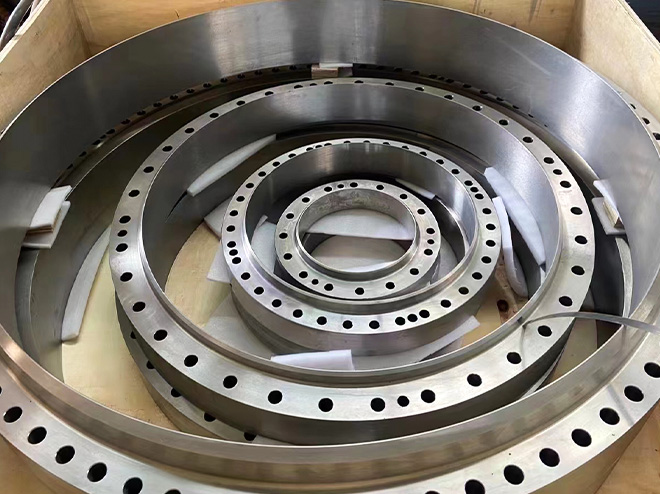
工业器械组装生产阶段,金属锻件属于不可缺少的基础配件。在各类金属锻件中,钛合金锻造件适配多数工业器械,这类钛合金制品可以适应各类复杂作业环境。通过钛合金锻造处理,金属内部排布会发生改变,优化材质基础属性,加工成型的锻件可契合工业器械加工要求。各地钛合金锻造厂家,可承接批量加工订单,定制多款规格的钛合金制品,适配不同类型工业器械装配作业。 工业作业场地环境杂乱,水汽、腐蚀性介质较为常见,普通金属配件长期使用易出现破损。经过钛合金锻造处理的锻件,耐腐蚀表现突出,这款钛合金制品可以隔绝水汽与腐蚀性物质侵蚀,表层不会出现金属氧化问题。长期投入工业器械使用,能够减少配件更换次数,降低设备维护成本。 器械运行负荷影响工业生产状态,过重配件会拖累设备运转。钛合金材质密度小,结合钛合金锻造工艺加工,在保证配件结构的前提下减轻自重,弱化器械运行负担。钛合金锻造厂家统一把控加工尺寸,锻件规格误差小,方便工作人员完成器械拼接安装工作。 器械作业过程中,震动、摩擦现象频繁,对配件耐受度要求高。钛合金锻造可以压实金属内部结构,减少材质空隙,增强锻件抗压、抗拉能力。加工成型的钛合金制品,面对机械摩擦和震动挤压,不易发生弯曲变形,结构状态保持稳定。 综合各项加工特点,钛合金锻造件适配工业器械使用场景。钛合金锻造厂家遵循加工规范制作钛合金制品,加工环节简单易管控。依靠钛合金锻造技术生产的锻件,适配多款工业器械,为工业设备加工装配提供基础配件支持。
了解详情
工业制作钛合金制品时,钛合金锻造、钛合金铸造为主流加工工艺。两种工艺生产流程不同,产出的钛合金构件在内部结构与使用条件上存在明显差异。采购选材时,需要结合使用环境、受力情况挑选合适的加工方式。市面上的钛合金锻造厂家,大多具备多种加工生产能力,可按需采用锻造或铸造工艺,加工各类规格的钛合金工件。 生产方式是两者主要区别。钛合金铸造需要把原材料高温熔炼,注入模具等待固化成型,适合制作外形不规则、结构繁杂的工件。钛合金锻造不需要熔化原料,依靠机械设备施压挤压、捶打原料,改变原料外形,坯料成型稳定,该工艺长期被钛合金锻造厂家用于批量加工生产。 工件内部质地有着明显差别。钛合金铸造成型后,内部材质排布疏松,容易产生空洞,整体密实程度一般。钛合金锻造经过多次施压加工,内部材质排列紧密,没有多余空隙,工件一体性更好,抗外力能力更强。 适用工况划分清晰。钛合金铸造用于承重要求低、外形样式多的工件,生产步骤简单,加工花费更低,适合普通工况使用。钛合金锻造工件耐受能力强,结构不易发生变化,适合荷载大、外界条件差的工业场地,通用范围更广,多用于重工、化工等行业。 加工采购可结合实际工况选择工艺。两种工艺各有特点,适配场地即为合适选材。钛合金锻造厂家生产体系完善,可承接钛合金锻造与钛合金铸造加工业务,按照要求定制各类钛合金制品,把控加工环节,保障工件符合施工使用标准,满足工业批量供货需求。
了解详情钛合金锻造是钛合金制品生产的关键工艺,其核心特点直接决定钛合金制品的使用性能与应用范围,钛合金锻造厂家始终围绕这些特点优化生产流程,打造适配各类场景的钛合金制品,推动钛合金锻造技术的广泛应用,让钛合金制品走进更多行业领域。 钛合金锻造核心特点之一是兼具良好的韧性与结构稳定性,经过锻造工艺处理的钛合金,质地紧密,不易出现开裂、变形等问题,这也是钛合金制品能够适应复杂工况的重要基础。钛合金锻造厂家通过合理控制锻造过程中的温度、压力等参数,让钛合金的内部结构更均匀,进一步提升钛合金制品的耐用性,满足不同场景的使用需求。 耐腐蚀性能优良是钛合金锻造的另一核心特点,钛合金经过锻造处理后,表面会形成一层致密的氧化膜,能够抵御酸碱、潮湿等恶劣环境的侵蚀,这让钛合金制品在化工、海洋等特殊领域具有明显优势。钛合金锻造厂家依托这一特点,生产各类耐腐蚀钛合金制品,适配不同行业的严苛使用要求,拓展钛合金锻造的应用边界。 钛合金锻造还具备良好的可加工性,能够根据实际需求锻造成不同形状、规格的钛合金制品,无论是小型小型零件,还是大型结构件,钛合金锻造厂家都能通过合理的锻造工艺实现生产。这种特性让钛合金锻造能够适配多种行业需求,也让钛合金制品的应用更加广泛,从工业机械到民生领域,都能看到钛合金锻造产品的身影。 此外,钛合金锻造具有重量轻、强度适配的特点,相较于其他金属锻造工艺,钛合金锻造生产的钛合金制品重量更轻,同时能保持足够的结构强度,适合对重量有要求的场景。钛合金锻造厂家充分发挥这一优势,不断优化钛合金锻造工艺,提升钛合金制品的综合性能,让钛合金锻造成为众多行业优选的金属加工方式,也让钛合金制品获得更多市场认可。
了解详情
户外、潮湿环境常年受雨水冲刷、水汽侵蚀,对钛合金制品的使用有明确要求,而钛合金锻造工艺的好坏,直接影响钛合金制品的使用效果,钛合金锻造厂家则是保障钛合金制品品质的关键。钛合金制品凭借钛合金锻造带来的特性,成为户外、潮湿环境的优选,在这类环境中使用钛合金制品,需严格把控细节,才能确保使用稳定。 首先,户外、潮湿环境中使用钛合金制品,需做好防潮防护。钛合金锻造厂家生产的钛合金制品,虽具备一定的抗潮能力,但长期暴露在户外雨水、水汽中,仍需做好防护。安装时要避开易积水的区域,避免钛合金制品直接接触积水,防止水汽长期附着在表面,影响钛合金制品的使用状态,延长其使用年限。 其次,安装钛合金制品时,要注重连接处的处理。户外、潮湿环境中,连接处若处理不当,容易出现问题。钛合金锻造厂家在生产时,会优化钛合金制品的连接结构,安装时需确保每一处连接都贴合紧密,避免水汽从缝隙进入,导致钛合金制品出现损坏,影响使用效果。 同时,要做好日常检查与维护。潮湿环境会加速钛合金制品的老化,需定期查看钛合金制品的表面状态,及时清理表面的水汽和污垢,避免污垢堆积影响钛合金制品的性能。钛合金锻造厂家建议,定期检查钛合金制品的固定情况,发现松动及时加固,确保钛合金制品的稳定性。 此外,选择靠谱的钛合金锻造厂家至关重要。钛合金锻造厂家的生产工艺,直接决定了钛合金制品的质量,进而影响其在潮湿环境中的使用效果。选择正规的钛合金锻造厂家,才能获得适配潮湿环境的钛合金制品,结合规范的安装和维护,让钛合金制品在户外、潮湿环境中稳定发挥作用,凸显钛合金锻造和钛合金制品的核心价值。
了解详情
钛合金制品的质量直接决定其使用效果与使用寿命,而钛合金锻造工艺的优劣、材质的好坏,是判断钛合金制品质量的核心关键,钛合金锻造厂家的生产实力,也直接影响钛合金制品的品质水准。想要辨别钛合金制品质量,需从钛合金锻造工艺、材质等多个维度综合判断,同时结合钛合金锻造厂家的口碑与生产标准,才能避开劣质产品,选择合格的钛合金制品。 从钛合金锻造工艺来看,上乘钛合金制品的钛合金锻造流程规范,成型规整,表面无明显裂纹、凹陷、毛刺等瑕疵,连接处过渡自然,无生硬拼接痕迹。正规钛合金锻造厂家在进行钛合金锻造时,会严格控制锻造温度与变形量,确保钛合金制品的结构均匀,受力稳定,而劣质钛合金锻造工艺往往省略关键环节,导致钛合金制品易出现变形、开裂等问题,无法满足使用需求。 材质是辨别钛合金制品质量的另一核心,上乘钛合金制品采用纯度达标、适配场景的钛合金材质,手感厚重且质地均匀,无杂质、无分层现象。不同类型的钛合金制品,对应不同的材质标准,钛合金锻造厂家会根据钛合金制品的用途,选用合适的钛合金材质进行锻造,确保制品的强度、耐腐蚀等性能达标,而劣质钛合金制品多采用杂质较多的劣质材质,使用寿命短且易损坏。 除此之外,还可结合钛合金锻造厂家的实力辅助判断,靠谱的钛合金锻造厂家,拥有完善的生产设备与品质管控体系,生产的钛合金制品均经过严格检测,每一批钛合金制品都能符合相关标准,且能提供清晰的材质说明与锻造工艺介绍。 综上,辨别钛合金制品质量,需关注钛合金锻造工艺的规范性与材质的纯度,同时参考钛合金锻造厂家的实力与口碑。只有选择钛合金锻造工艺成熟、材质上乘的钛合金制品,才能确保其在各个领域发挥良好作用,而正规钛合金锻造厂家生产的钛合金制品,正是品质与可靠性的重要保障。
了解详情
钛板质地坚硬、韧性特殊,属于难加工的金属板材,切割工艺直接决定钛板成品精度与损耗率,也是制作各类钛合金制品的关键工序。钛合金锻造厂家会根据钛板厚度、精度要求、加工批量,选用适配的切割工艺,不同切割方式优缺点鲜明,选对工艺才能提升加工效率、保障钛合金制品质量。 激光切割是当下钛板加工的常见工艺,借助高能激光束熔化钛板实现切割,适配各类规格钛板加工。优点清晰,切割精度高、切口规整,可减少后续二次打磨工序,能切割异形、复杂图案的钛板,适合高精度钛合金制品的精细化加工,钛合金锻造厂家常用该工艺制作定制件。缺点是设备投入成本高,厚钛板切割速度偏慢,加工费用相对较高。 水刀切割采用高压水流混合磨料切割钛板,属于冷切割工艺,全程无热变形。优点是切割过程不产生高温,不会破坏钛板内部材质结构,适配各类钛板加工,切割厚度范围广。缺点是切割速度较慢,切口边缘略显粗糙,厚钛板切割耗时久,整体加工效率不及激光切割。 等离子切割多用于粗加工场景,依靠高温等离子弧熔化钛板完成切割,适配批量加工需求。优点是切割节奏快,适配厚规格钛板批量切割,设备成本适中,适合对精度要求不高的钛合金制品前期开料。缺点是切口有热影响区,易出现变形、挂渣现象,精度偏低,需要后续打磨修整,钛合金锻造厂家一般将其用于粗料预处理。 选购或加工钛板时,高精度小件选激光切割,厚板无热变形需求选水刀切割,批量粗开料选等离子切割,正规钛合金锻造厂家可提供多工艺切割服务,兼顾钛板加工精度与成本。
了解详情

